



Enciclopedia cunoștințelor de sudură: o scurtă discuție despre clasificare
și procesele de sudare cu laser
În producția industrială, sudarea cu laser a fost aplicată de mult timp în domeniile aerospațial,sudură de înaltă precizie...și sudarea materialelor speciale. Odată cu dezvoltarea industriei și avansarea tehnologiei, sudarea cu laser este din ce în ce mai utilizată în sudarea materialelor obișnuite. Astăzi, vom discuta despre clasificarea sudării cu laser. Sudarea cu laser este o metodă de sudare eficientă și precisă care utilizează un fascicul laser cu densitate mare de energie ca sursă de căldură pentru a topi materialele împreună. Are multe avantaje, cum ar fi viteza mare de sudare, deformarea mică, cerințele reduse pentru mediul de sudare, densitatea mare de putere, lipsa influenței câmpurilor magnetice, lipsa limitărilor la materialele conductive, lipsa condițiilor de lucru în vid și lipsa generării de raze X în timpul procesului de sudare.
Sudarea cu laser poate fi clasificată din diferite perspective:
- Clasificare după modul de energie de ieșire al laserului:
- Sudare cu laser continuă: În timpul procesului de sudare se formează o formă continuă și neîntreruptă a sudurii.
- Sudare cu laser pulsatDeoarece energia de intrare pe suprafața piesei sudate este intermitentă, fiecare punct luminos pulsat acționează asupra suprafeței piesei sudate pentru a forma un punct de sudură circular. Se pot obține diferite forme de sudură în funcție de diferiți parametri laser.
- Clasificare după densitatea de putere a spotului laser focalizat:
- Sudarea prin conducție termică cu laser: Densitatea de putere este relativ scăzută, în general mai mică de 10⁵ W/cm². Laserul transmite energie la suprafața piesei sudate, încălzind suprafața metalică la o temperatură cuprinsă între punctul de topire și punctul de fierbere. Căldura este transferată în interiorul metalului prin conducție termică pentru a forma o sudură, similară cu cea a tungstenului inert.sudură cu gaz (TIG).
- Sudare cu penetrare profundă a laserului (sudare prin gaură de cheie): Când densitatea de putere a laserului care acționează asupra suprafeței metalice este mai mare de 10⁵ W/cm², fasciculul laser de mare putere acționează asupra suprafeței materialului metalic, provocând topirea locală și formarea unei „gauri de cheie”. Fasciculul laser pătrunde în interiorul băii de metal topit prin „gaura de cheie” pentru a forma o sudură.
- Clasificare după modul de control:
- Mașină manuală de sudură cu laser
- Mașină automată de sudură cu laser
- Mașină de sudură cu laser Galvo
- Clasificare după tipul de laser:
- Mașină de sudură cu laser YAG
- Mașină de sudură cu laser semiconductor
- Mașină de sudură cu laser cu fibră
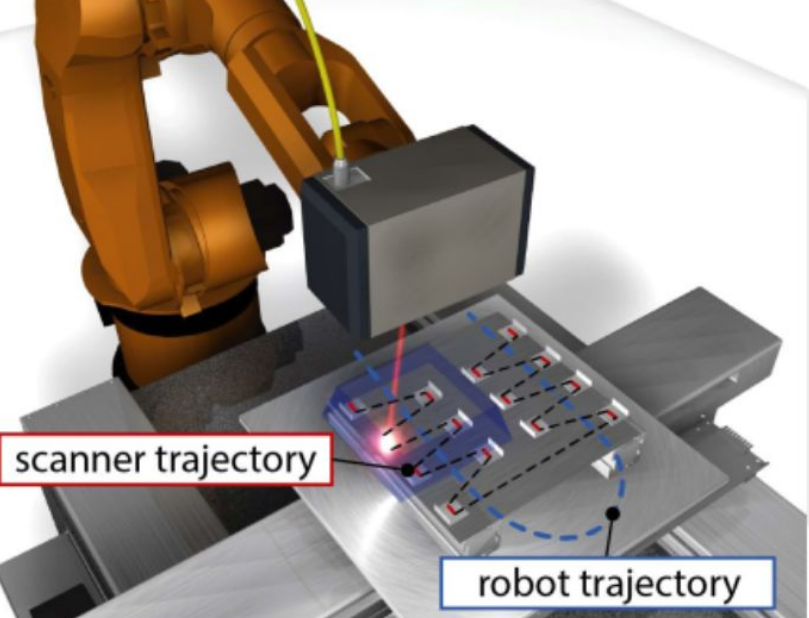
1. Sudare cu laser în zbor
Sudarea cu laser în zbor combină avantajele sudării la distanță, galvanometrelor și manipulatoarelor și este echipată cu software profesional de procesare grafică pentru a realiza sudarea instantanee cu traiectorii multiple în spațiu tridimensional.
Aplicații principale:
Se aplică la produse precum caroserii auto, scaune și piese auto comune. În ceea ce privește materialele, poate fi utilizat pentru diverse materiale comune, cum ar fi plăci de oțel, plăci laminate la rece și aliaje de aluminiu, precum și materiale compozite și materiale aliate, cum ar fi aliajele de magneziu-aluminiu.
★ Avantaje:
- Compatibil cu orice formă de sudură
- Potrivit pentru orice direcție de sudură
- Distribuție sudură/punct definită de utilizator
- Distribuție optimizată a stresului
- Capabil de sudare prin puncte de mare viteză, sudare prin cusătură, sudare cu suprapunere, sudare cap la cap, sudare în colț și sudare prin suprapunere
- Sincronizare în timp real între capul de sudură și robot pentru a accelera procesul de sudare cu laser
- Necesar de spațiu mai mic pe podea
- Costuri mai mici de întreținere și logistică
2. Sudare cu laser în spirală
Este o metodă de sudare cu laser cu oscilație laser cu pană dublă, realizată prin echiparea unui modul special de oscilație pe capul de sudură. Acest lucru permite punctului luminos focalizat să formeze o sudură spiralată în timp ce capul de sudură se mișcă.
Aplicații principale:
Sudarea balamalelor, schimbătoare de căldură, schimbătoare de căldură cu tuburi, sudarea cu tuburi groase în industria petrolului și gazelor naturale, sudarea cu flanșe și sudarea aliajelor de aluminiu etc.
★ Avantaje:
- Sudură mai largă
- Repetabilitate/stabilitate a procesului extrem de ridicată
- Formarea mai bună a sudurii
- Postprocesare mai simplă și suprafață mai netedă a piesei sudate
- Capacitate excelentă de sudare a aliajelor de aluminiu
3. Brazare cu laser
Brazarea cu laser se referă la o metodă care utilizează un metal de adaos cu un punct de topire mai mic decât cel al metalului de bază. Metalul de adaos pentru brazare este încălzit la o temperatură mai mare decât punctul său de topire, dar mai mică decât temperatura de topire a metalului de bază. Metalul de adaos lichid pentru brazare umezește metalul de bază, umple spațiul dintre îmbinări și se difuzează împreună cu metalul de bază pentru a realiza conexiunea pieselor sudate.
Aplicații principale:
Sudarea structurilor cadrului caroseriei din aluminiu, cum ar fi conexiunea dintre acoperiș și peretele lateral și uși.
★ Avantaje:
- Reduce defectele sudării cu laser pur, cum ar fi porii, fisurile și golurile excesive de potrivire ale produselor
- Îmbunătățește rezistența sudurii și obține un cordon de sudură perfect
- Doar metalul de adaos pentru lipire se topește în timpul lipirii, în timp ce metalul de bază nu
- Deformări mici ale îmbinărilor brazate, aspect neted și estetic, potrivit pentru sudarea de precizie a componentelor complexe din diferite materiale
- Zonă mică afectată termic și rezistență ridicată la compresiune
4. Sudare cu sârmă laser
Sudarea cu sârmă laser este o metodă care utilizează un metal de adaos cu același material sau un material similar cu metalul de bază. Metalul de bază și metalul de adaos pentru lipire sunt topite și apoi solidificate pentru a forma o sudură.
Aplicații principale:
Sudarea întregii părți structurale a caroseriei vehiculelor și a pieselor auto.
★ Avantaje:
- Reduce defectele sudării cu laser pur, cum ar fi porii și fisurile
- Îmbunătățește rata de calificare a produselor sudate și permite spații puțin mai mari între produsele sudate
- Metalul de bază se topește în timpul sudării, iar rezistența sudurii este mai mare decât cea a metalului de bază
5. Brazare oscilantă
Integrează funcțiile de modelare a fasciculului și de urmărire a sudurii în același echipament prin ALO3. Sârma de adaos poate fi utilizată ca senzor mecanic.
Aplicații principale:
Lipirea cu laser a caroseriilor albe, incluzând în principal lipirea cu laser a capacelor de plafon și a portbagajului, precum și lipirea pieselor auto. Fluctuațiile pieselor și erorile de fixare cresc adesea semnificativ dificultatea lipirii cu laser, ducând la depanarea extrem de dificilă a procesului de sudare cu laser. Cu toate acestea, lipirea oscilantă își poate ajusta eficient propria direcție de sudare. Cu funcțiile de urmărire a sudurii și compensare automată a distanței focale, permite ghidarea și focalizarea ușoară a fasciculului laser, realizează schimbări de direcție, are un grad ridicat de automatizare, viteză mare de sudare și eficiență ridicată, menținând astfel calitatea sudării.
★ Avantaje:
- Urmărirea sudurii pentru a determina traiectoria sudurii piesei de prelucrat în timp real
- Reglare adaptivă a traiectoriei de sudare în cele trei direcții XYZ în funcție de diferitele abateri ale piesei de prelucrat pentru a obține o calitate bună a sudării
- Îmbunătățește rata de consecvență a sudării produsului
6. Brazare în trei puncte
Lentilei i se adaugă un modul cu două puncte. În timpul sudării, modulul cu trei puncte din optica de lipire distribuie un fascicul în trei fascicule, oferind o soluție pentru lipirea tablelor de oțel galvanizate la cald și făcând sudura mai plată fără fisuri.
Aplicații principale:
Lipirea caroseriilor albe din aliaje de aluminiu, lipirea cu laser a capacelor de plafon și a portbagajului și lipirea pieselor auto etc.
★ Avantaje:
- Proces de lipire mai stabil și mai fiabil
- Viteză mai mare
- Rezistență mai mare
- Calitate mai bună a aspectului sudurilor din tablă galvanizată la cald
- Procesul de curățare online
- Reglarea dinamică a energiei
7. Sudare hibridă cu lungimi de undă multiple
Sudare hibridă cu lungimi de undă multipleeste un proces inovator de sudare inițiat de Lianying Laser. Acesta suprapune două fascicule laser cu lungimi de undă diferite, făcând ca axele celor două fascicule să coincidă în spațiu. Laserul cu lungimea de undă principală este utilizat în principal pentru sudare, în timp ce laserul cu lungimea de undă secundară este utilizat în principal pentru preîncălzirea sârmei de sudură și a metalului de bază, reducând viteza de răcire a metalului topit din baia de sudură. Este potrivit în special pentru aliaje de aluminiu, aliaje de magneziu, aliaje de cupru etc.
★ Avantaje:
- Reduce conținutul porilor
- Îmbunătățește stabilitatea cordonului de sudură și crește eficiența sudării
- Ameliorează eficient stresul termic, reduce fisurile, îmbunătățește rezistența sudurii și obține cordoane de sudură cu un aspect relativ uniform
În concluzie, în prezent, în industria laserelor în ansamblu, tehnologiile și echipamentele străine ocupă încă poziția de lider. Acestea sunt extrem de avansate în toate aspectele, de la sistemele gazdă laser și capetele de procesare optică, până la echipamente auxiliare, cum ar fi chillere, contoare de putere, monitorizare în timpul sudării, inspecție post-sudură și calibratoare TCP. Întreprinderile autohtone depun toate eforturile pentru a recupera terenul pierdut. Cu toate acestea, în domeniul aplicațiilor de sudare cu laser, China s-a apropiat relativ de nivelul avansat internațional, cu o serie de întreprinderi de înaltă calitate care au apărut și au obținut rezultate excelente.
Data publicării: 05 septembrie 2025











